一般情况下,刮刀的使用寿命越久,价格就越贵;因此,是选择使用更长寿命的刮刀,但成本更高;还是选择短寿命的刮刀,但是要忍受停机换刀造成的损失,这往往是印刷或者涂布人员面临的问题。
而白墨印刷本身,实际上比选择什么样的刮刀还要更为复杂一些,因此让我们一起研究探讨一下。
白墨色组刮刀选择的影响因素
1.封墨块
通常情况下,当操作工更换封墨块(如图1所示)的时候,出于安全或者方便的原因,会同步更换刮刀;即便此时比封墨块更为昂贵的刮刀并没有被完全磨损。
因此,寻找和刮刀使用寿命接近的封墨块,变得非常重要。
2. 网纹辊
大多数情况下,为了操作简单,白墨所用的刮刀,不管是刮墨刀还是封墨刀,与其他所有专色和四色色组使用的刮刀是相同的。
如图2所示,不同线数的网纹辊表面的粗糙度是不同的,可以预见图2左侧的低线数、大载墨量网纹辊对刮刀的磨损将会更加厉害。因此,在某些情况下,可以使用两个或者多个色组来印刷白墨,这样就可以使用高线数、低载墨量的网纹辊(如图2右图所示),来减少对白墨色组刮刀的磨损。
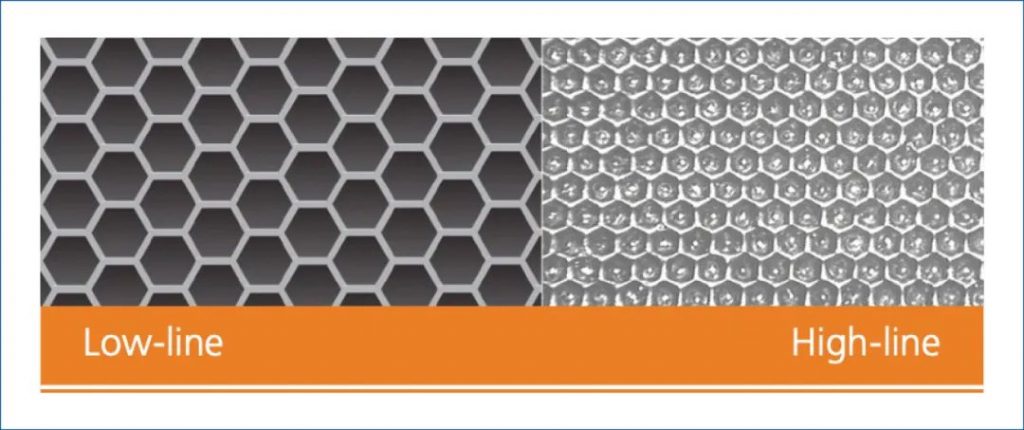
这样虽然延长了白墨色组刮刀的寿命;但是,这又意味着需要占用一个额外的色组,并需要准备额外的一组印版和套筒,以及需要对额外增加的色组进行清洗和更换,这些又都会产生额外的成本。
3. 白墨性能和产品不透明度要求
我们都知道,白墨的遮盖力(一般使用不透明度来评价白墨的遮盖力)是由油墨中的钛白粉颜料堆积而实现的。但是,并不是所有的白墨都是一样的,油墨中实际的钛白粉颗粒大小可能会有所不同;但无论如何,要比专色或者其它颜色中的颜料颗粒要大。
而且,如果客户对产品不透明度有更高要求时,白墨中的钛白粉含量通常会更高,钛白粉是一种坚硬的矿物质颗粒,其含量越高时,对刮刀的磨损性就越强。
由于产品不透明度的要求,白墨的涂布量会明显高于其他颜色,一般会采用高载墨量、低线数网纹辊来传墨,或者可以采用带有通沟的大载墨量网纹辊。
不管是采用哪一种网纹辊,由于其网墙和通沟的尺寸,网纹辊与刮刀的接触面较小,这意味着刮刀刀尖与网纹辊表面需要用更大的压力,这种额外的压力会加快刮刀的磨损。
常规的解决思路
如何解决白墨印刷这个棘手的问题,有多种答案;对于印刷现场来说,有多种常规方式的解决思路。
1. 供应商的支持
对于印刷企业要解决白墨的印刷问题,必须汇集各方专业的支持,如图3所示,*重要的是油墨、网纹辊以及刮刀供应商,应该以一种合作的方式提供相应的咨询服务,每一方都提供相关的专业领域细节,那么就可以得出一个综合化的解决方案。如果有封墨块的供应商介入,有些时候也会被证明是有用的。

在这些行业工作的大多数人,要么本身就是印刷一线出身,要么至少在印刷行业工作过一段时间;所以他们对于遇到的白墨印刷问题,都会感同身受,并富有解决问题的经验。
2. 调整设备的状态
让印刷机和封闭墨腔处于一个*佳的状态,往往可以带来巨大的改善效果。通过封闭墨腔的保养维护,优化封闭墨腔的设置,从而尽可能地调低刮刀压力,刮刀和封墨块的使用寿命可以得到明显提升。
用10~15min时间来清洁刮刀刀槽,以及用2min来轻轻地、平整地安装刮刀,有些问题可能就会得到完美解决。在转向更复杂的解决方案之前,这绝对是值得研究的。
3. 油墨粘度和稀释比
印刷白墨时,维持稳定的油墨粘度以及溶剂稀释比,也是非常重要的考量因素。通常情况下,当其它色组没有出现问题,而只有白墨色组出现问题时,白墨的粘度和稀释比往往是问题产生的主要原因。
4. 刮刀刃口形状
大多数情况下,圆头刮刀应用于低于600 LPI的网纹辊;从薄口刮刀或者斜口刮刀切换成圆头刮刀(如图4所示),可以帮助甚至消除许多白墨印刷所带来的问题;增加薄口刮刀刃口的厚度,通常也会有所帮助。
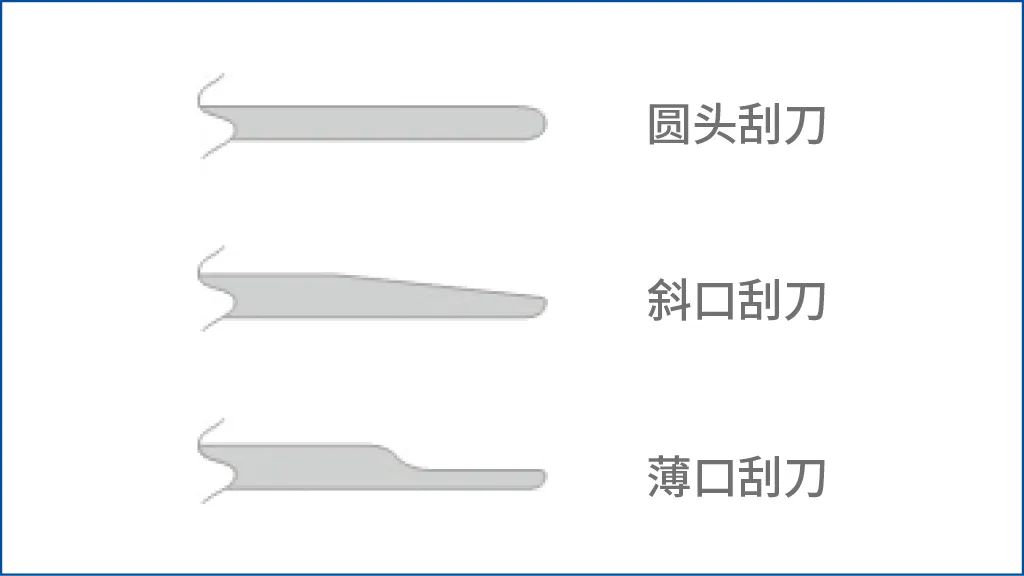
不过需要记住,刮刀上磨损的钢越多,造成的网纹辊磨损也越严重,所以要谨慎地处理好这个平衡。
5. 陶瓷涂层刮刀
陶瓷涂层刮刀的硬度通常要比标准碳钢刮刀硬得多,但是比网纹辊表面的陶瓷层要软得多;此外陶瓷涂层中的其它成份可以帮助减少摩擦系数值(COF),以改善与网纹辊表面的摩擦状态。如图5所示的刮刀与网纹辊接触面放大图所示,图5上图显示了白墨对标准碳钢刮刀造成了严重磨损,图5下图的刮刀有一层陶瓷涂层,保护刮刀免受钛白粉颜料的影响。

许多人会选择使用陶瓷涂层刮刀来印刷白墨,以解决刮刀磨损过快、白墨印刷质量问题,以及减少换刀导致的印刷机停机等相关问题。陶瓷涂层刮刀可以大大增加刮刀的使用寿命,但还应正确安装在封闭墨腔中,小心操作并使用正确的设置。
陶瓷刮刀的成本虽然要高得多,但是如果在适当的时候,正确地使用陶瓷刮刀,会增加你的投资回报。如果你还没有正确使用过陶瓷刮刀,并证明其有效且符合价值,可能值得您一试。
当然,在某些情况下,也是可以使用塑料刮刀的。
案例和解决方案
了解其他人是如何通过各种方法成功解决白墨印刷难题的,这通常很有帮助。不幸的是,在印刷行业很少有机会在印刷企业之间分享此类信息。以下来自戴怀勒公司的案例研究,可以帮助进行诊断,分析并解决自己面临的白墨印刷挑战。
案例1:
某客户出现了如图6所示的白墨刮刀严重磨损状况,检查后发现,虽然新刮刀在刀架上是安装正确的,但是刮刀被简单地设定为*大力来压紧。
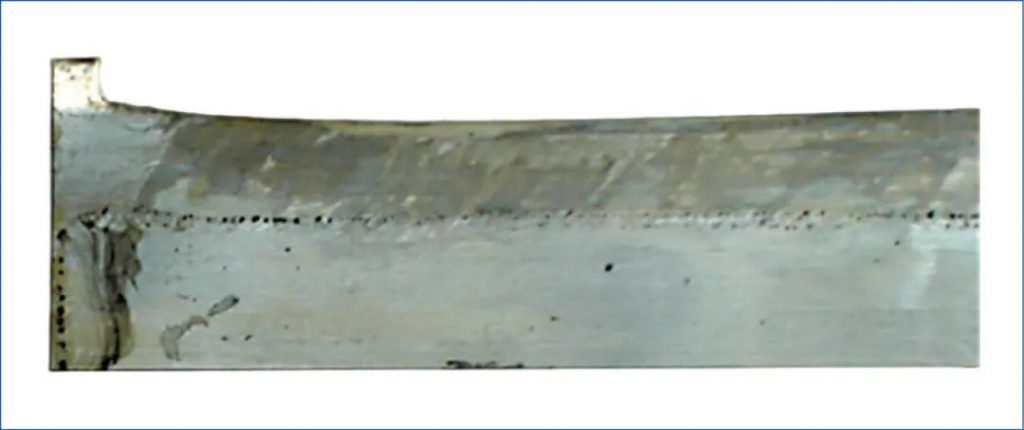
这样的安装刮刀可能带来的缺点: • 用非常贵的刮刀,来承受非必要的机械压力 • 严重地刮不干净 • 印刷效果差导致返工 • 漏墨严重 • 脏乱不堪的印刷机 • 不断地停机更换刮刀与封墨块 • 网纹辊磨损及划伤 • 操作人员对这样的局面习以为常
通常操作工的理由是“机器调不了”,或者“我们一直是这样装的”。虽然这可能是真的,但由此而节省的时间,并不一定能在薄膜印刷过程中帮助产生预期的效果。
当我们和印刷主管一起,花了一些时间更仔细地进行调整和设置,包括刮刀的固定、墨腔的水平和刮刀压力大小调整,目标是刮刀尽可能地安装平整。所有设置都正确之后,不仅在薄膜上的印刷效果令人满意,而且在刮刀磨损之前,印刷了更长的时间,这是一个双赢的结果。
这意味着,稍微多花一点时间,对安装刮刀进行调整和检查,确保其每一次换刀、装刀都能正确有效,这与因刮刀安装不标准导致的额外停机相比,哪个更值得?
每天占用可能长达30min的时间去检查刮刀状况,以及确认刮刀安装设置是否正确,可能会节省几小时的返工和清洁时间;更不用说实际带来了多少成本的节约,例如油墨的节省,更长使用时间的刮刀、封墨块,以及网纹辊寿命获得延长。
案例2:
一家大型印刷厂的印刷部门负责人向我们描述,他们如何使用标准碳钢刮刀进行高遮盖率白墨印刷,而且没有印刷问题。
他们的解决方案是:把封闭墨腔的刮刀压力设置低于印刷机推荐值,以及按照标准化的操作指南进行相关操作。虽然标准的操作需要额外的时间来清洗封闭墨腔、对封闭墨腔的水平进行调整,以及对封闭墨腔的轨道进行校正;这些确保了印刷质量的稳定性。此外,操作工无权随便加大刮刀压力,只需按照操作指南执行。
这样做的好处: • 没有刮不干净的问题 • 非常长的网纹辊使用寿命 • 没有封墨块漏墨问题 • 印刷机很干净 • 刮刀寿命长,很少更换 • 老板满意



